Omnicube.Industry – Intelligent monitoring of industrial equipment
Omnicube.Industry is a hardware and software solution for collection, processing and storage of data from CNC machines, robots and equipment with the purpose of unified monitoring of complete production infrastructure of the company.
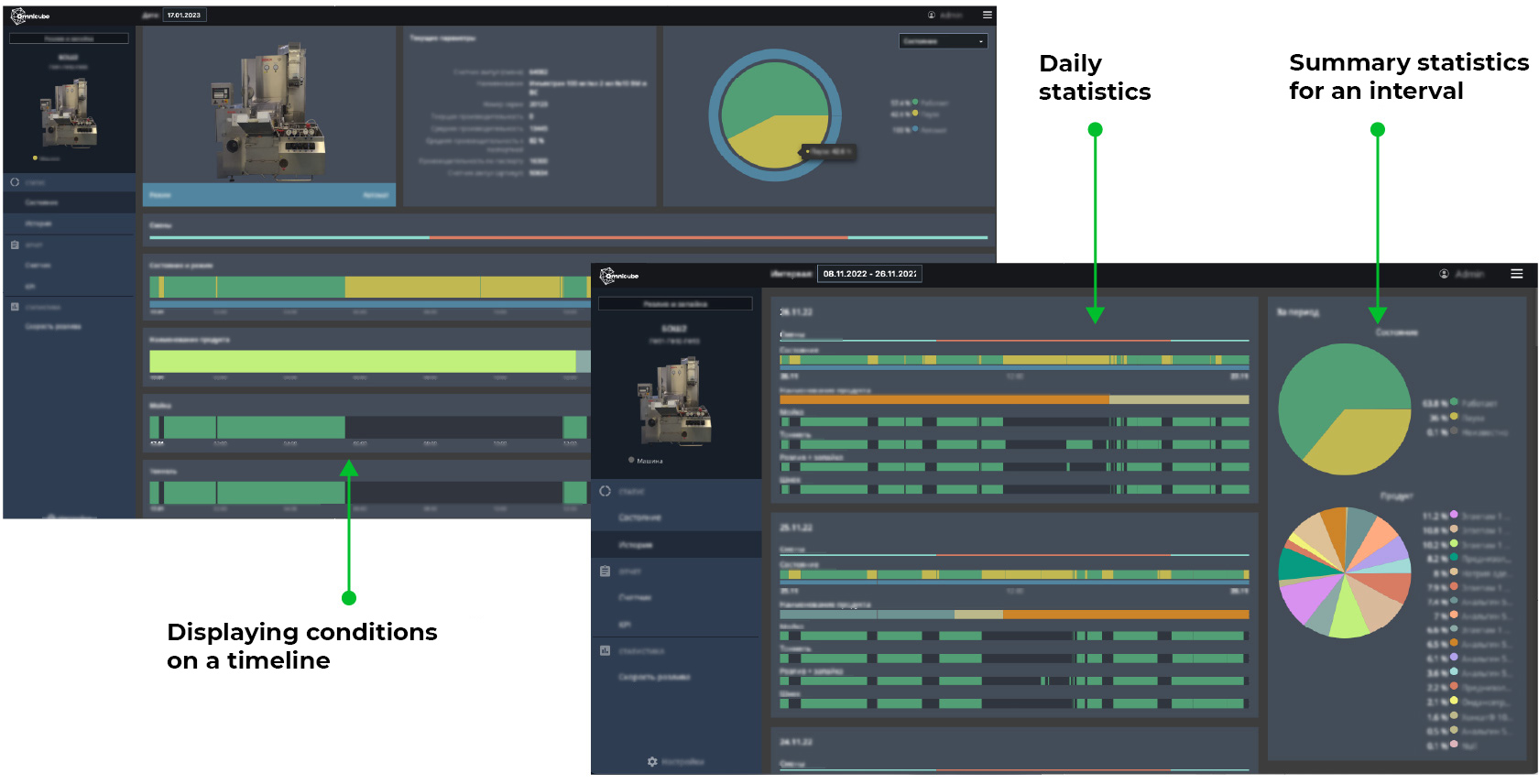
The solution displays current status of the equipment, allows for analysis of its operation, prompt reaction on possible malfunctions and planning of service maintenance.
Omnicube.Industry provides users with convenient tools for analysis of equipment performance and efficiency of its operators in the light of programs being executed, errors that appear and number of production procedures.
Functional modules of Omnicube.Industry
Estimating efficiency of equipment usage through continuous monitoring of effective load of equipment and its operators, analysis of efficiency of machines’ operation, benchmarking of key performance indicators.
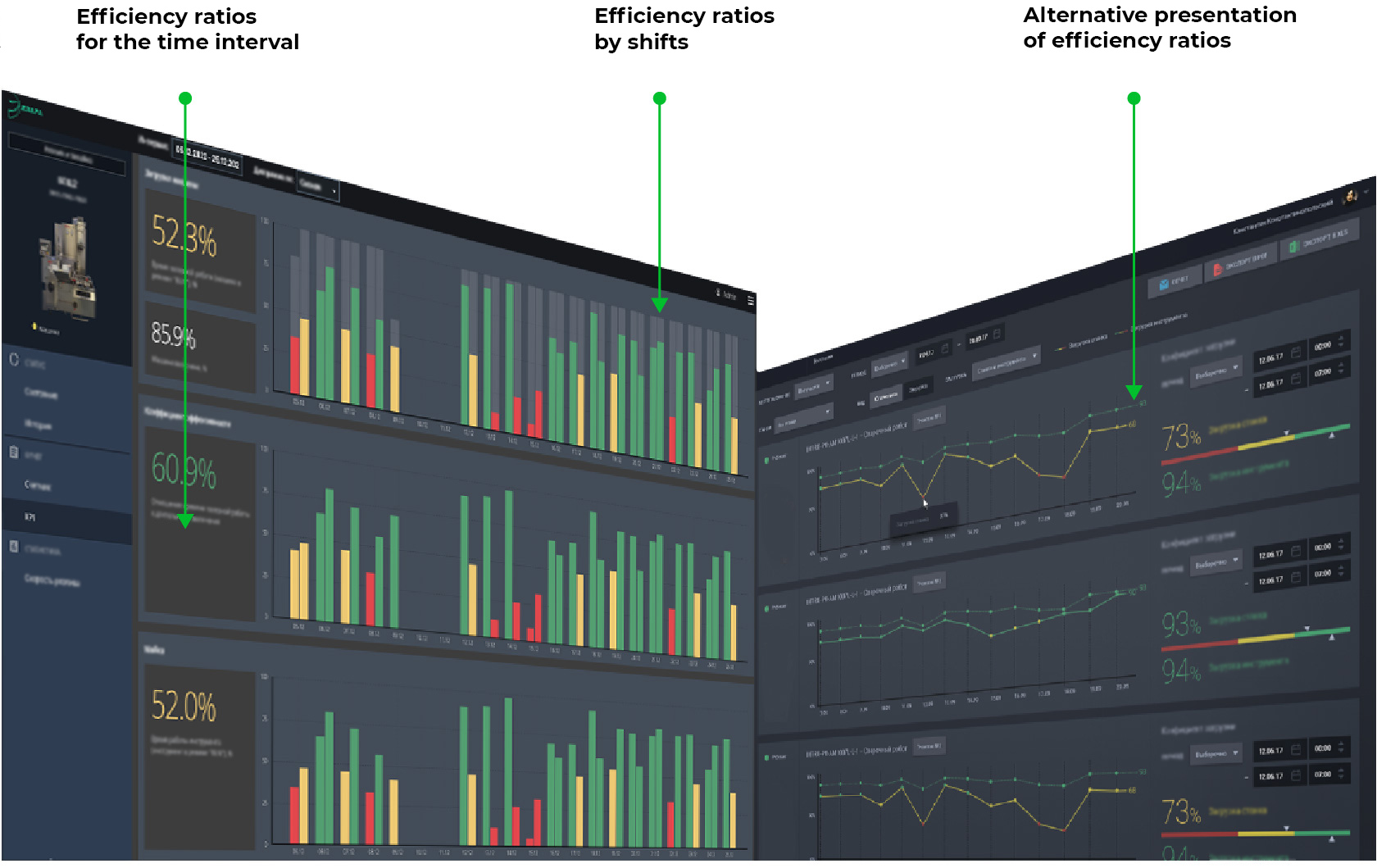
Storing the data on executed programs, errors, number of parts produced etc. Providing great possibilities for statistical analysis.
Controlling the consumption of used material: welding wire, gas for laser cutting, paints and varnishes etc.

Control of operator’s interaction with machine, his correction of program parameters and magnitude of deviation from standard values.

Automated service calendar with a convenient visual interface with available notifications.
Accounting for actual nodes usage helps decrease service costs through preventive maintenance at necessary time intervals, as opposed to maintenance based on experience. Decrease of unplanned downtime due to breakdowns.
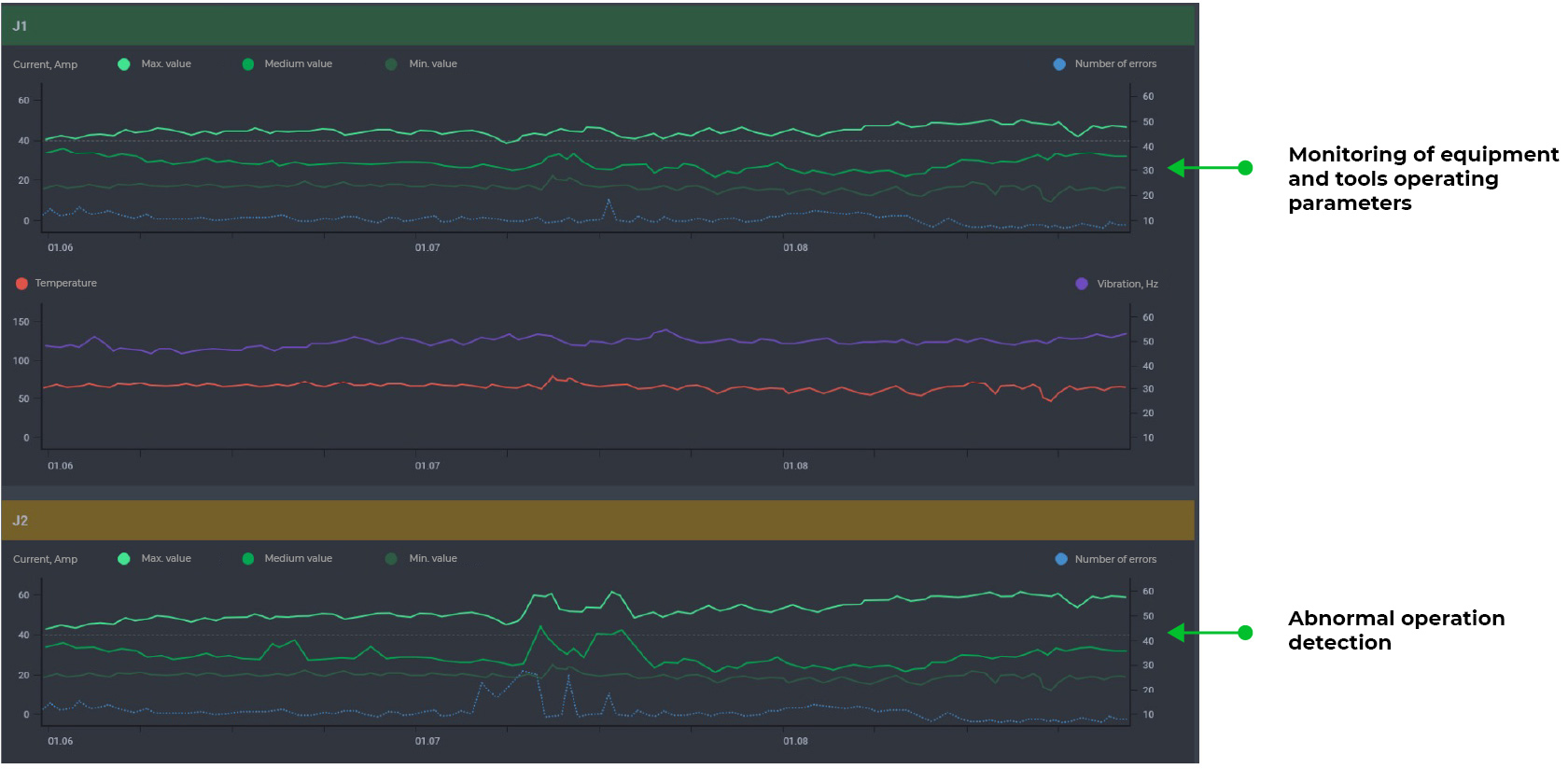
Continuous monitoring of key elements of equipment and its tools with the purpose of detection of anomalous behavior.

Hardware
For connection to the Omnicube monitoring system of machines without CNC controllers (for example, universal lathes), as well as other machines and units that do not allow a network connection or data collection on work parameters, an additional device based on the FX5UC-32MT / DSS controller can be used -TS from Mitsubishi Electric.

The compact controller of the FX series is one of the most common and reliable controllers in the world (more than 70 million installed modules worldwide). The default controller has 16 digital inputs and 16 outputs, RS485 and Ethernet ports, as well as a slot for an SD card.
The flexibility of configuring the complex by expanding the controller with additional modules provides the versatility and scalability of the solution as a whole. The components of the complex can be installed in the electronics cabinet of the machine or separately in their own case.

For local display of information and interaction with the system, a local industrial operator panel from Mitsubishi Electric can be used in various sizes according to the user's request, starting from the simplest device with a 3.5 "monochrome screen to large full-color HMI 10-15 panels.
Optimum is a color HMI panel with a screen diagonal of 7 ". The panel is compact enough for placement in a small control cabinet or external housing, but it provides a sufficient field for ergonomic placement of all necessary controls on the screen.
All offered panels are touchscreen. The operator interacts with the HMI panel via an intuitive graphical interface. For example, to enter the cause of downtime, just touch the corresponding virtual button on the screen, while the hand can remain in the glove.


Architecture of the system
| Fog computing → | Cloud computing → |